Электроды для сварки: как выбрать правильно электрод для качественной сварки ответственных элементов
Ушли в прошлое времена, когда сварочный аппарат имел устрашающий вид, огромные размеры и катастрофическое потребление энергии. Современные приборы для сварки компактны, просты в эксплуатации и достаточно экономно расходуют электричество.

В купе с доступной ценой это дало толчок их широкому распространению и популярности у домашних умельцев, и бытовые аппараты для сварки, преимущественно инверторного принципа работы стали надёжными помощниками в доме, на дачном участке и в гараже.

Для успешного проведения сварочных мероприятий и получения результата, за который не придётся краснеть перед домочадцами и друзьями, необходимо серьёзно и ответственно подойти к выбору электродов, поскольку именно от этого зависит качество сварного шва, его надёжность и долговечность.

Краткое содержимое статьи:
Выбор электродов
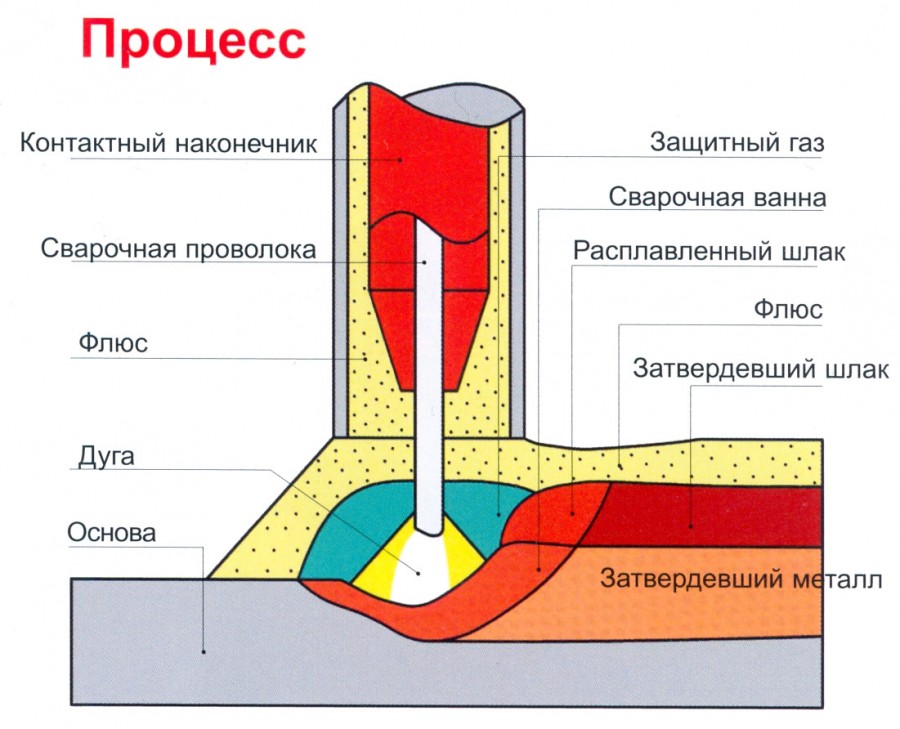
Современная промышленность выпускает широкий ассортимент электродов, имеющих самые разнообразные типы и характеристики. Во первых, они делятся на электроды с плавящимся стержнем или с не плавящимся.






Не плавящиеся применяются только в защитной газовой среде (аргоновой), поэтому в дилетантских условиях совершенно неактуальны. Плавящиеся модели производятся из металлического центрального стержня, покрытого специальным слоем обмазки, защищающей сварочную зону и способствующей устойчивому горению. Такие типы электродов широко применяются в быту.

Выбор по типу материала
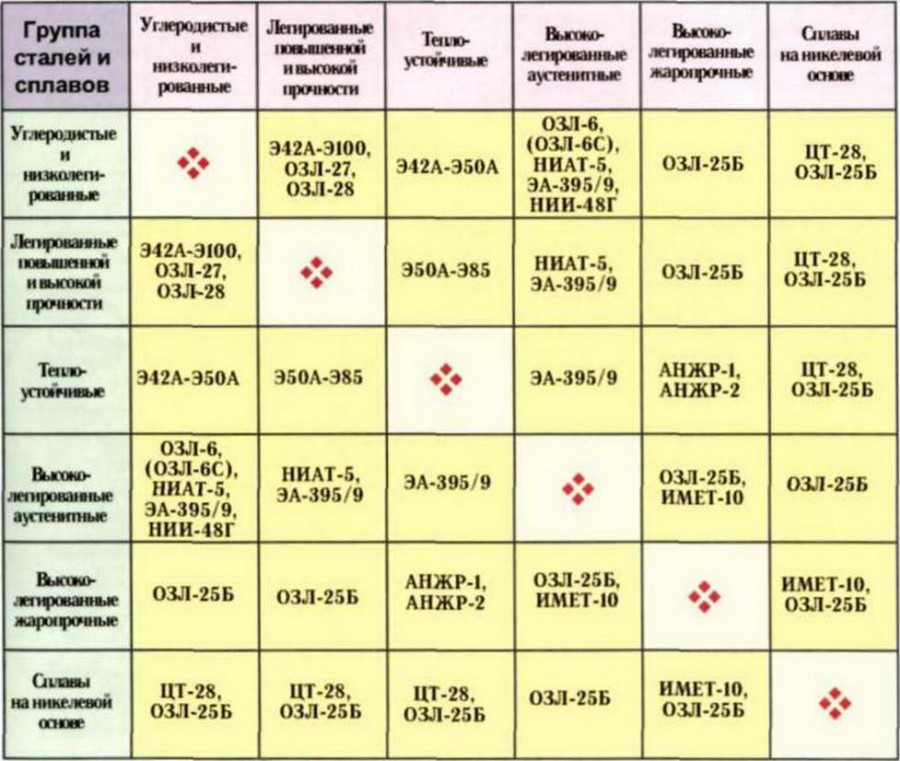
Выбор следует начинать, учитывая, что электрод должен быть близок по составу с материалом свариваемых поверхностей.
Можно выделить следующие виды электродов для сваривания разных металлов:
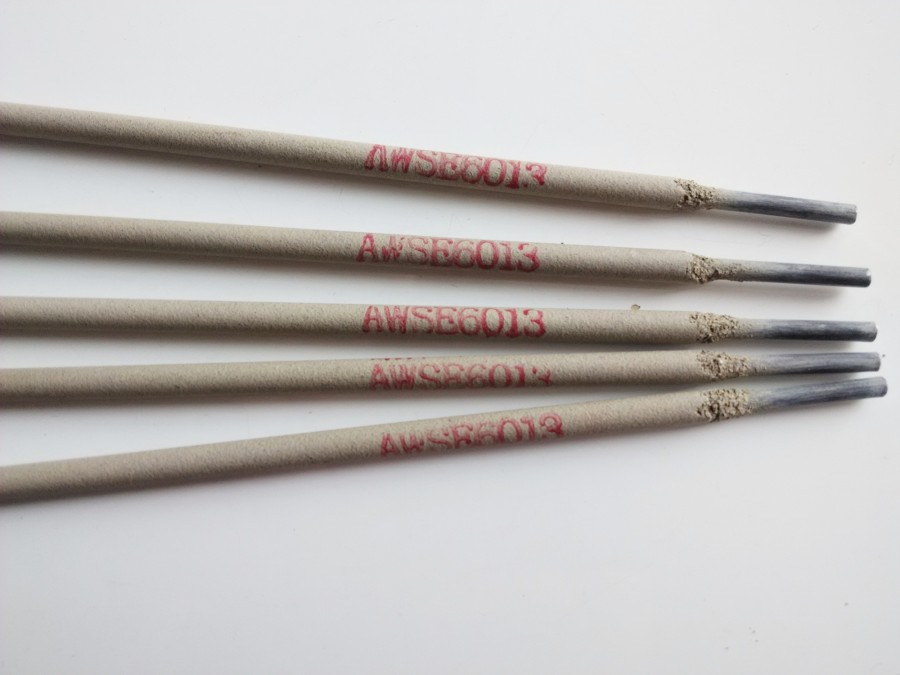
- Для сваривания низкоуглеродистой стали следует выбрать углеродные типы электродов;
- Для сваривания никелированных сталей используются электроды с соответствующим стержнем, например: МП-3, АНО-21, ОЗС-4, УОНИ-13/45;
- При операциях с высоколегированными марками стали и наплавками применяются электроды с высоколегированным материалом сердечника – ЦЛ-11;
- Для сваривания чугуна подходит марка ОЗЧ-2
- Для медных поверхностей – Комсомолец-100.

Выбор по способу покрытия
Обмазка, покрывающая сердечник электрода, может быть четырёх типов:
- Рутиловый;
- Основной;
- Целлюлозный;
- Кислый.





Целлюлозное, а также основное покрытие предназначено для сварочных работ с постоянным током. Результат сварки сильно зависит от предварительной подготовки обрабатываемых поверхностей. Для работы с кислым типом покрытия помещение должно хорошо проветриваться, чтобы избежать урона здоровью сварщика.
Рутиловое покрытие отличается простым поджигом и слабым разбрызгиванием. Для бытовых работ отлично зарекомендовали себя марки с рутиловым покрытием (МП-3), и основным (УОНИ 13/55).

Выбор по диаметру электродов
Немаловажное значение при выборе нужного электрода имеет толщина свариваемых поверхностей. Как правило, чем больше толщина свариваемого материала, тем больше нужно выбрать диаметр электрода. Ещё имеет значение свойства металла, но это определяется только опытным путём.

Выбор можно сделать, опираясь на такие критерии:
- Для поверхностей толщиной 2 мм. диаметр электрода составляет 2,5 мм;
- При толщине 3 мм. – электрод 2,5-3 мм;
- Если толщина поверхностей 4-5 мм., подойдут электроды диаметром 3,2 – 4 мм;
- 6-12 миллиметровые детали нужно сваривать электродами 4 -5 мм;

Более толстые, свыше 12 мм. поверхности сваривают 5 миллиметровыми электродами.

Наиболее популярный и универсальный размер для бытового использования – 2,5 миллиметра. Как правило, этого достаточно практически для любых домашних работ.

Выбрав нужный диаметр, необходимо определиться с силой тока, поскольку эти параметры прямо связаны между собой. Обычно производитель указывает рекомендуемую силу тока на упаковке.




Если же эти рекомендации отсутствуют, можно воспользоваться следующими данными:
Диаметр электрода, мм.
2 — 2,5 — 3 — 4 — 5 — 6



Сила тока, А
55-65 — 65-80 — 70-130 — 130-160 — 180-210 — 210-240

Отсюда вывод, чтобы найти лучший электрод для сварки, требуется правильно определить тип металлической основы, покрытие и диаметр, и установить оптимальный сварной ток. После этого будет возможно достигнуть достойного результата.

Рейтинг популярных электродов
На основе многочисленных отзывов потребителей и рекомендаций опытных профессиональных сварщиков был сформирован следующий рейтинг лучших электродов:
- АНО. Эти электроды не нуждаются в дополнительном прокаливании, легко зажигаются и дают хорошие результаты;
- МП-3. Электроды могут сваривать даже плохо очищенные поверхности. Универсальны.
- МП-ЗС. Позволяют получить сварочный шов с улучшенными характеристиками.
- УОНИ-13/55. Рекомендуется использовать более опытным сварщикам. Для высококачественных швов и ответственных конструкторских решений.

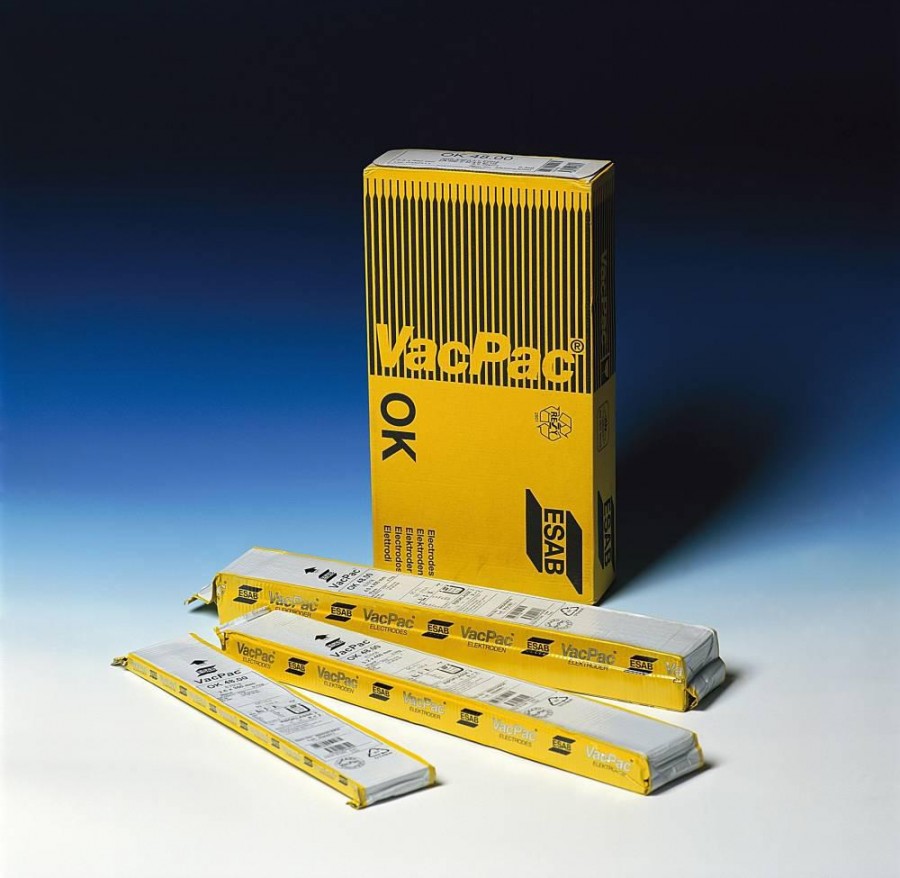
Помимо отечественных марок, на российском рынке широко представлены и пользуются заслуженной популярностью электроды шведской компании ESAB.



Из большого ассортимента продукции этой фирмы можно выделить несколько наиболее востребованных моделей:
- ОК 46.00. По своим параметрам является практически аналогом марки МП-3. Применяются при работах с нелегированным металлом. Соединение получается высококачественным.
- ОК 48.00. Создаёт надёжный и качественный сварной шов.
- ОК 53.70. Более специализирован, используется обычно при сваривании труб.
- ОК 61.30. Для нержавеющей стали.
- ОК 68.81. Применяются при работе с трудно поддающимися материалами.
- ОК 92.60. Для сваривания чугуна.
- ОК 96.20. Для сваривания алюминия.





Это не все артикулы этой марки, в ассортименте присутствует много специализированных моделей.

Расчет количества электродов
Примерное количество электродов для предстоящего фронта работ вполне можно определить самостоятельно, опираясь на накопленный опыт.

Кроме того, существуют специальные формулы, позволяющие решить эту задачу. Расход определяется, исходя из наплавленной металлической массы с учётом потерь (шлак, брызги, огарки).

Формула для вычисления наплавленной металлической массы такова:
Наплавленная масса = длина сварного шва*площадь сварного шва*плотность материала.



Углеродистая сталь имеет плотность около 7.85 г/см3, легированная – 8.5 г/см3.
Осталось высчитать расход электродов по уравнению:
Расход = наплавленная масса*расходный коэффициент.

Расходный коэффициент отличается для каждой конкретной марки используемых электродов. Вот коэффициенты распространенных марок:
- 1.5: AHO-1, ОЗЛ-Э6, ЦТ-28;
- 1.6: AHO-5, AHO-13, УОНИ 13/55;
- 1.7: ОЗЛ-9А, ЦТ-15, ЦЛ-11, УОНИ-13/45;
- 1.8: ОЗС-11, ОВЛ-20, НЖ-13, К-5А,
- 1.9: АНЖР-2, ОЗЛ-27.

Полученные данные позволят вам определить примерное количество электродов и избежать ненужных расходов.

Фото электродов для сварки














Также рекомендуем просмотреть:
- Профиль для гипсокартона
- Флизелиновые обои
- Шпаклевка кнауф
- Виды гипсокартона
- Лучший кирпич
- Крестики для плитки
- Полимерная шпаклевка
- Гипсовая шпаклевка
- Напольный плинтус
- Клей для обоев
- Силиконовый герметик
- Шпаклевка по дереву
- Газоблок
- Виниловые обои
- Латексная краска
- Жидкие обои
- Цемент
- Декоративная шпаклевка
- Звукоизоляционные материалы
- Клей для плитки
Очень полезная статья! Теперь понимаю, что выбор электрода зависит не только от типа металла, но и от условий сварки. Спасибо за объяснение!